
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
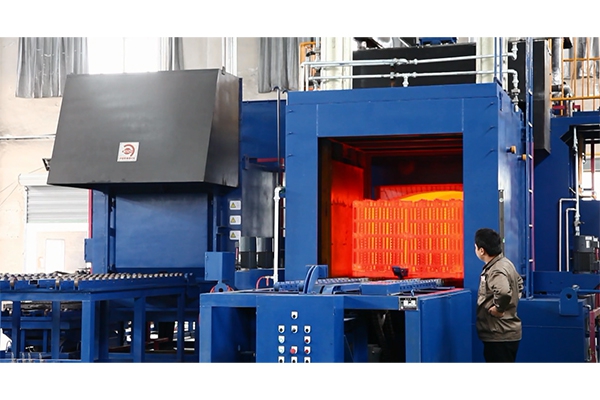
为什么多用炉生产线更受大厂欢迎?
多用炉生产线(通常指“一台或多台多功能热处理炉,集加热、淬火、回火或多工艺一体化的连续/半连续生产线”)在近些年越来越被大厂青睐,本质原因不是“设备更先进”这么简单,而是它在效率、质量一致性、能耗、自动化、空间利用率以及生产管理能力上,整体匹配了现代制造业的规模化与数字化需求。
下面从工程逻辑、生产模式和管理体系三个层面系统说明(约2000字)。
一、先明确:什么是“多用炉生产线”?
多用炉生产线通常包括:
多用炉(可控气氛或保护气氛)
淬火槽(油/水/聚合物)
清洗机
回火炉
输送系统(辊道/料筐/机械手)
自动装卸料系统
PLC/SCADA控制系统
其核心特点:
工件在封闭系统内完成多道热处理工序,无需或极少人工干预
二、大厂为什么更青睐多用炉生产线?
(一)生产效率:从“批次思维”升级为“节拍思维”
传统热处理:
一炉一炉烧
人工装料、出料
工序之间等待时间长
问题:
节拍不稳定
空炉时间多
人工依赖强
多用炉生产线:
✔ 连续节拍运行
✔ 工序自动衔接
✔ 几乎无等待时间
核心优势:
单位时间产出(UPH)显著提升
在大规模生产中,这种效率差距会被放大数倍。
二、质量一致性:工业大厂核心诉求
(一)传统炉的波动来源
人工操作差异
装料方式不同
炉温分布不均
淬火时机不一致
导致:
硬度波动
变形差异
批次不稳定
(二)多用炉生产线优势
多用炉系统特点:
自动控制升温曲线
气氛准确控制(碳势/氧势)
标准化淬火节拍
自动转运
结果:
每一件工件的“热处理路径完全一致”
这对汽车、航空、轴承行业尤为关键。
三、自动化程度高:减少人对质量的影响
(一)传统模式的“人为变量”
装料方式不同
淬火延迟时间不同
回火时间控制误差
操作熟练度差异
(二)多用炉系统的优势
实现:
全流程PLC控制
自动输送
自动记录工艺曲线
自动报警与纠偏
核心价值:
把“人为经验控制”变成“数字化标准控制”
四、能耗优势:规模越大越明显
(一)传统分散炉
问题:
每台炉单独升温
热损失大
空炉待机能耗高
(二)多用炉生产线
优势:
连续运行减少反复升温
热量集中利用
回火余热可利用
设备热效率更高
结果:
✔ 单件能耗下降
✔ 综合电耗/气耗降低
五、空间利用率更高(大厂非常看重)
(一)传统布置
多台独立设备
工序分散
物流路径长
(二)多用炉生产线
设备一体化布局
流程线性排列
占地更紧凑
优势:
在同等产能下,占地可减少20%–50%
六、适合大批量标准化生产
多用炉生产线适合:
汽车零部件
齿轮
轴承
标准紧固件
工程机械件
原因很简单:
这些行业的核心不是“灵活性”,而是“稳定性+一致性+规模化”
七、质量可追溯性(现代工厂需要)
多用炉生产线通常具备:
工艺曲线记录(温度/时间/气氛)
批次编号管理
自动数据存储
MES系统对接
好处:
出现问题可追溯
满足客户审厂要求
符合IATF16949等体系
八、人工成本显著下降
传统热处理:
需要多名操作工
依赖经验技工
多用炉生产线:
✔ 一人可管多设备
✔ 自动上下料
✔ 自动检测
本质变化:
从“人控设备”变成“系统控设备”
九、工艺稳定性更强(减少报废率)
热处理质量问题常见来源:
淬火不均
温度偏差
时间误差
气氛控制不稳定
多用炉生产线:
准确控制碳势(渗碳/碳氮共渗)
温度波动小
节拍一致
结果:
✔ 报废率下降
✔ 返工率下降
✔ 一致性提升
十、为什么“小厂不一定适合”?
虽然多用炉很好,但并不是所有企业都适合。
小厂问题:
产量不够支撑投资
产品种类太杂
工艺变化频繁
回报周期长
多用炉特点:
更适合“稳定订单 + 大批量产品”的企业
十一、技术升级趋势推动其普及
(一)智能制造需求
自动化生产
数据化管理
少人化工厂
(二)汽车行业标准推动
例如:
IATF 16949
OEM质量体系要求
(三)环保与节能要求
减少排放
提高能源利用率
十二、典型对比总结
项目 传统热处理 多用炉生产线
生产方式 批次式 连续/半连续
人工依赖 高 低
质量一致性 一般 高
能耗 高 较低
占地 大 紧凑
数据化 弱 强
十三、总结
多用炉生产线之所以更受大厂欢迎,本质原因可以归纳为一句话:
它把热处理从“经验驱动的人工工艺”,升级为“标准化、数字化、连续化的工业系统”。
核心价值体现在:
✔ 提高 效率(节拍化生产)
✔ 提升一致性(标准工艺控制)
✔ 降低成本(能耗+人工)
✔ 增强可追溯性(数据化管理)
✔ 支持规模化(大批量稳定生产)












 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
