
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
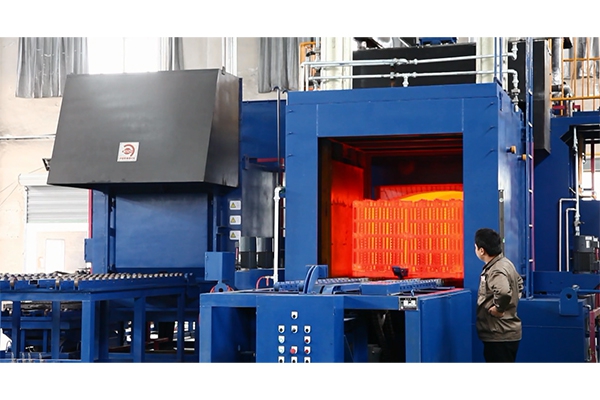
多用炉生产线空间优势分析
在现代工业生产中,生产线的空间利用率是衡量工厂设计合理性的重要指标之一。尤其是在金属加工、陶瓷、玻璃、化工等行业,生产设备体积大、生产工艺复杂,如何在有限的厂房空间内实现高 效率生产,是设计生产线的重要考量。多用炉生产线因其高度集成和灵活性,在空间利用方面具有明显优势,因此越来越受到企业青睐。
本文将从多用炉的定义、特点、空间利用原理、生产效率、实际应用案例及优化策略等方面,系统分析多用炉生产线为什么更省空间。
一、多用炉的定义与特点
1. 多用炉定义
多用炉是一种能够在同一台炉体上完成多种工艺或处理过程的工业炉设备。与传统单一功能的工业炉不同,多用炉可用于多种材料处理,如焙烧、退火、烘烤、熔炼或表面处理。它通常具备以下特点:
多功能性:单台设备可完成多道工序。
灵活性:可根据生产需求调整温度、气氛、加热方式及工艺参数。
模块化设计:炉体内部结构可组合或分段,实现不同工艺功能。
自动化控制:可通过PLC或智能控制系统切换不同工艺模式。
2. 多用炉特点
多用炉能够节省空间的核心优势来源于以下特点:
集成化工艺
传统生产工艺通常需要多台独立设备完成不同步骤,每台设备占用厂房面积较大。
多用炉可以在同一炉体内部完成多个工艺环节,减少设备数量和占地面积。
紧凑结构
多用炉通常采用纵向或堆叠式设计,实现炉体高度利用,减少占地面积。
内部模块化布局合理,使传热、气流和物流通道高 效集成。
自动化生产线集成
多用炉可与输送系统、装卸设备及辅助设施形成完整生产线,减少外部空间占用。
设备与工艺环节紧密衔接,生产线布局更紧凑。
灵活生产调度
一台多用炉可在不同时间处理不同材料,避免为不同工艺配置多台单功能设备,从而节省空间和设备投资。
二、多用炉生产线节省空间的原理
1. 减少设备数量
传统生产流程中,每道工序通常需要单独的炉体或设备,例如焙烧炉、退火炉、烘干炉等。每台设备都有独立的占地空间和辅助设施,如烟道、电源、冷却系统和控制台。
多用炉通过集成多种工艺功能,仅用一台炉体就能完成多个工序,从根本上减少了占地面积和辅助设施布置。设备数量减少,生产线占地面积自然降低。
2. 高度集成与堆叠布局
多用炉通常采用模块化堆叠设计。例如,炉体内部分区或多层结构,每层或每个分区可执行不同的工艺操作。通过纵向空间利用,节省了水平占地面积。此外,模块化设计便于将炉体与自动输送系统对接,实现物料在炉内连续流动,减少外部输送空间。
3. 连续化与自动化物流
多用炉生产线往往与输送机、自动装卸系统和自动控制系统配合,实现生产连续化。在传统生产中,不同工序之间需要人工搬运或额外物流通道,占用大量厂房空间。多用炉通过内部或紧凑外部输送,将物料从一个工序直接传递到下一个工序,减少生产线所需空间。
4. 灵活布局和多功能利用
多用炉的灵活性允许生产线根据生产任务调整炉体功能,不需要为每种产品预留独立设备空间。这种共享设备和多功能利用,降低了厂房对额外设备的空间需求,同时提高了生产效率。
三、多用炉在不同工业领域的空间优势
1. 金属热处理行业
在金属热处理行业,通常需要焙烧、退火、淬火、回火等多道工序。传统模式需要多台热处理炉,布局分散,占用大量厂房面积。采用多用炉后:
单台炉可完成多道热处理工序,减少设备数量。
炉体高度集成,堆叠设计节省占地。
自动输送系统实现工件连续流动,减少人工操作和物流空间。
结果是生产线整体占地明显减少,同时缩短工件运输路径,提高热处理效率。
2. 陶瓷及玻璃行业
陶瓷和玻璃生产中,需要多道烘烤和熔化工序。多用炉优势显现为:
一台炉可完成初烧、二次烧制或表面处理。
连续化生产线减少中间堆放和输送区域,占用空间小。
模块化炉体可根据生产节奏调整分区使用,提高空间利用率。
3. 化工与精细化工行业
在化工生产中,部分反应和处理需要高温或真空工艺。多用炉的特点:
多功能炉体可兼顾多种化学处理过程,无需为每种反应配备独立设备。
内部空间优化,减少反应罐和辅助设备占地。
自动化控制系统实现连续操作,减少人工操作空间需求。
四、多用炉生产线节省空间的综合优势
降低厂房建设成本
设备占地面积减少,厂房布局紧凑,减少厂房面积投资。
提高设备利用率
单台多用炉可适应多种工艺需求,设备使用率高,减少闲置空间。
缩短物流通道
物料在炉内或紧凑外部输送,减少中间存放和搬运占用的空间。
简化管道与辅助设施布局
集成化设备减少烟道、冷却水管、电源线路的外部占地和布局复杂性。
便于扩展与升级
模块化炉体可在原有基础上增加功能模块,无需增加独立设备空间,便于生产线扩容。
五、实际应用案例
案例一:钢材热处理生产线
某钢材企业采用多用炉替代原有的单功能焙烧炉、退火炉和淬火炉。原有生产线占地面积约2000平方米,采用多用炉后:
单台多用炉完成焙烧、退火、回火工序。
炉体采用堆叠式设计,占地面积降低到1200平方米。
自动输送系统实现连续生产,物流占地减少约30%。
案例二:陶瓷生产线
某陶瓷厂使用多用炉完成初烧、二次烧制和釉面处理。相比传统三台独立炉体:
厂房占地减少约40%。
生产线物流通道缩短50%,减少物料搬运。
炉体模块化设计,可根据产量灵活调整分区使用,提高空间利用效率。
案例三:玻璃制品生产线
玻璃制品生产要求高温熔融和均匀加热。多用炉实现熔化、均化和预热处理在同一炉体完成:
减少单独熔化炉和均化炉数量,占地节省约35%。
物料传输路径缩短,提高生产连续性和空间利用率。
六、多用炉生产线空间优化策略
模块化设计
将炉体分区或堆叠,纵向利用空间,提高占地效率。
自动化物流集成
输送系统与炉体紧密衔接,实现物料连续流动,减少外部物流空间。
多功能利用
同一台炉可切换工艺或同时处理不同材料,避免多台设备占地。
紧凑布局
将炉体、控制系统、辅助设备紧密布置,减少空闲区域,提高厂房利用率。
可扩展性设计
模块化炉体便于未来增加功能模块,无需增加独立设备占地。
七、总结
多用炉生产线之所以更省空间,主要体现在以下几个方面:
减少设备数量
单台炉可完成多道工序,减少传统多台独立设备占用的空间。
高度集成与模块化设计
炉体纵向堆叠、分区处理,提高空间利用率。
连续化生产和自动化物流
物料在炉内或紧凑输送系统中连续流动,减少中间搬运和存储空间。
灵活多功能利用
不同工艺共享同一台炉,实现设备复用,降低厂房占地需求。
便于扩展和优化布局
模块化和可调式布局设计,使生产线在不增加占地面积的情况下升级和扩展。
综合来看,多用炉生产线通过集成化、模块化和自动化的设计理念,实现设备功能复用、生产流程紧凑和空间利用最 大化,从而在有限厂房空间内提供高 效生产能力。这不仅降低了厂房建设成本,还提高了生产效率和设备使用率,成为现代工业生产空间优化的重要手段。












 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
