
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
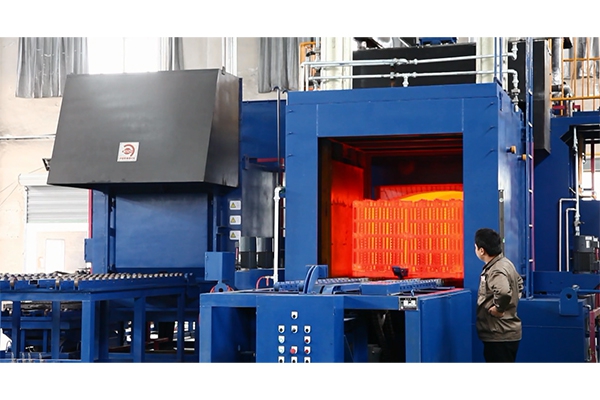
多用炉生产线数据采集:从“黑箱”到“透明工厂”的数字化转型核心
在精密热处理行业,多用炉(即可进行渗碳、碳氮共渗、保护气氛淬火、回火等多种工艺的密封式工业炉)生产线是制造高 端齿轮、轴承、传动部件等核心零件的“质量心脏”。传统上,热处理过程被视为一个依赖经验、难以准确量化的“黑箱”。然而,随着工业4.0和智能制造的浪潮,现代多用炉生产线已彻底颠覆这一认知——它不仅完全支持数据采集,而且数据采集的广度、深度和实时性已成为衡量生产线先进性的核心指标,更是实现工艺优化、质量追溯、能效管理和预测性维护的基石。
一、 为何需要进行数据采集?——数据驱动的热处理革命
数据采集的价值源于对热处理本质的重新定义:它不再仅仅是一组“加热-保温-冷却”的简单操作,而是一个涉及热力学、动力学、流体力学和材料科学的精密物理化学过程。数据采集的目标是将这一过程的“不可见”变为“可见”,“不可控”变为“可控”。
工艺一致性与质量保障:炉内温度、碳势、气氛流量、压力的微小波动,都会直接导致产品硬度、层深、金相组织的差异。数据采集实现了对所有工艺参数的100%全记录、可追溯,确保每一炉次、每一工位产品的处理历史清晰可查,满足汽车、航空航天等行业对热处理零缺陷的严苛要求。
工艺优化与能源管理:通过长期采集能耗(电、气)数据与工艺产出数据,可以建立模型,寻找最优的升温曲线、保温时间、气氛配比,在保证质量的前提下,大限度地降低能耗和气体消耗。
预测性维护与减少非计划停机:采集设备关键部件的运行数据(如风扇电机电流、油温、密封压力、真空泵振动),通过趋势分析,可预测炉丝老化、风机轴承磨损、冷却系统效率下降等潜在故障,变“故障后维修”为“计划性维护”。
符合法规与标准:越来越多的行业标准(如CQI-9、AMS2750、ISO 9001)强制要求热处理过程需要具有完整的、不可篡改的数据记录,以证明过程受控。
生产管理与决策支持:实时采集生产进度(各炉次状态、在炉时间)、设备OEE(综合设备效率)、报警信息,为生产调度、产能分析和决策提供即时数据支持。
二、 数据采集的层次与内容:覆盖“人、机、料、法、环”
现代先进的智能多用炉生产线,其数据采集系统是一个分层、集成的网络,覆盖了生产全要素。
第 一层:核心工艺过程数据
这是数据采集的“生命体征”,直接决定产品质量。
温度数据:每个加热区的热电偶实时温度(通常多点测量)、工艺设定温度曲线、炉温均匀性(TUS)数据、热电偶本身的状态监测。
气氛数据:
碳势(Cp):通过氧探头(测量氧分压)和/或红外分析仪(测量CO、CO₂)实时计算并采集,是关键中的关键。
气体流量:富化气(丙烷、天然气)、载气(氮气)、空气、氨气等的实时质量流量计(MFC)读数。
炉内压力:正压或微正压的维持数据。
时间数据:各工艺阶段(升温、强渗、扩散、淬火、回火)的准确起始与结束时间点、实际持续时间。
第 二层:设备状态与健康数据
这是保障设备稳定运行、实现预测性维护的基础。
机械动作数据:炉门开闭次数与状态、工件传送机构(推拉链、升降机)的动作循环次数、位置、速度、电机扭矩/电流。
关键子系统数据:
冷却系统:淬火油槽温度、搅拌速度、冷却水进出水温度与压力、换热器效能。
气氛发生系统:发生器/净化器的露点、气体成分、运行状态。
真空系统(如有):真空度、泵组运行参数。
安全系统:火帘状态、可燃气体探测器读数、应急氮气阀状态。
第三层:能源与资源消耗数据
这是实现绿色制造和成本精细化管理的关键。
电能消耗:对各主加热区、风机、泵等主要耗能单元进行分项计量。
工艺气体消耗:各类气体的累计消耗量。
淬火介质消耗与状态:淬火油的量、温度、冷却特性曲线。
第四层:生产管理与质量关联数据
这是将过程数据与产品绑定的桥梁。
物料跟踪数据:通过条形码、RFID识别进入生产线的料筐/料盘,将工件批次号、材料牌号、技术要求与具体的炉次、工位工艺数据自动关联。
最终检验数据:将后道工序(如硬度、层深、金相)的检验结果数据通过MES系统回传,与过程数据关联分析,构建“工艺参数-组织性能”预测模型。
三、 数据采集的技术架构与实现方式
实现上述多层级数据采集,依赖于一个稳固的技术架构。
传感层:高精度智能传感器网络:
这是数据源头。现代多用炉普遍采用带数字通信接口(如Pt100/Pt1000带变送、数字式氧探头) 的智能传感器,提高信号抗干扰能力和精度。
控制层:PLC与专用过程控制器的数据集成:
炉子本身的可编程逻辑控制器和各子系统的专用控制器是数据汇聚的第 一站。它们通过工业以太网(如Profinet、Ethernet/IP)或现场总线与上位系统通信。
数据汇聚层:SCADA/HMI系统:
数据采集与监控系统负责从所有PLC和控制器中轮询或订阅数据,并以直观的图形界面进行展示、报警和历史记录。这是操作工日常监控的主要界面。
数据存储与应用层:制造执行系统与工业云平台:
制造执行系统是数据采集系统的大脑和中枢。它接收来自SCADA的实时数据,并将其与生产订单、物料信息、人员信息进行关联,存入时序数据库或关系数据库,实现长期存储、复杂查询和深度分析。
更先进的系统会将数据推送至私有云或工业互联网平台,利用大数据和AI算法进行更宏观的跨产线、跨工厂分析。
四、 数据采集的高 级应用:从“记录”到“赋能”
采集数据只是第 一步,挖掘数据价值才是目标。先进的数据采集系统支持以下高阶应用:
工艺参数自动补偿与自适应控制:
基于实时采集的炉温、碳势数据,控制系统能自动微调加热功率或气体流量,实现真正的闭环自适应控制,补偿因炉门开启、负载变化带来的扰动。
数字工艺卡片与一键式生产:
将成熟的工艺方案(温度、碳势、时间曲线)作为“数字卡片”存储在MES中。生产时,只需调用卡片编号,所有参数自动下发至设备,杜绝人为设定错误。
基于大数据的工艺优化与知识发现:
积累海量历史工艺数据与对应的产品检测数据,利用机器学习算法,可发现传统经验无法洞察的、影响产品质量的隐性关键参数及其优区间,反向优化工艺。
全流程质量追溯与电子档案:
为每一批零件生成的 “热处理电子履历” ,包含所有原始过程数据曲线、报警记录、操作员信息。一旦发生质量问题,可迅速准确定位原因(是原材料问题、工艺偏差还是设备异常)。
预测性维护与能效分析仪表盘:
基于设备状态数据,建立关键部件的健康模型,提前预警故障。同时,通过能效看板,实时监控并对比各炉、各班的单位能耗,驱动节能改进。
五、 实施挑战与选型建议
尽管前景广阔,但成功实施数据采集系统也面临挑战:数据接口不统一、历史数据迁移困难、投资 回报量化、人员技能转型等。
给用户的选型与实施建议:
明确需求,分步实施:从核心的工艺参数(温、碳、时)100%采集与不可篡改记录开始,再逐步扩展至设备健康和能源管理。
选择开放架构的供应商:优先选择其控制系统提供标准OPC UA、MTConnect或通用数据库接口的设备厂家,便于与第三方MES/ERP系统集成。
关注数据安全与完整性:确保数据存储系统具有防篡改、防删除机制,满足审计要求。重视网络信息安全。
将数据服务写入合同:在采购设备时,就将数据采集的范围、精度、接口协议、历史数据存储期限等作为技术附件明确要求。
结论:数据是热处理“价值炼金术”的新燃料
综上所述,现代多用炉生产线不仅支持数据采集,而且其深度和广度正定义着新一代热处理车间的智能化水平。它正在将热处理从一门“技艺”转变为一门“准确科学”。
数据采集系统,就是多用炉生产线的“神经系统”和“记忆体”。 它让无形的工艺有形化,让模糊的经验数据化,让被动的管理主动化。投资于一套完善的数据采集与分析系统,其回报不仅是质量的提升、成本的下降和风险的降低,更是构建企业面向未来的数字化核心能力——一种将“热”与“料”转化为高品质产品的“价值炼金术”中,不可或缺的新燃料。在未来竞争格局中,拥有数据驱动能力的工厂,将牢牢掌握热处理质量与效率的制高点。












 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
