
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
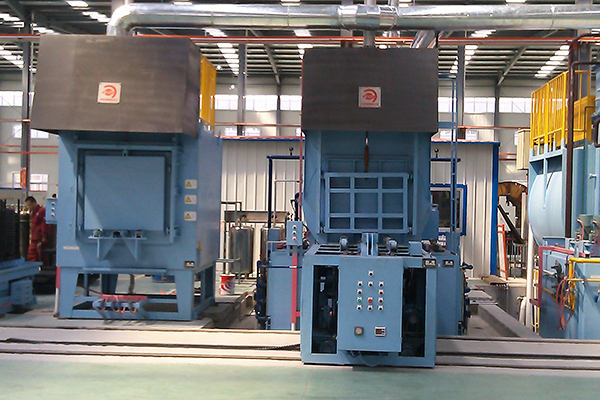
箱式气体渗碳氮化热处理自动生产线是成套机组。该生产线由加热炉、清洗机、回火炉、推拉车、备料台等组成,控制系统及主要执行元件采用国外先进国家进口原件,可实现全自动或手动操作,定制退火淬火自动线既适用于单品种大批量生产,也适用于多品种小批量生产,操作简便,运转成本低,可实现产品的渗碳、碳氮共渗、光亮淬火、退火、正火等热处理工艺。重庆退火淬火自动线的布置是指炉底和炉壁的布线情况,2-1-1是指炉底两组,两边各一组,去了这些可以根据炉子的情况及需要温度做出调整不是硬性规定,多一组两组也行,只要温控得当就行。那数字是指的生产线中渗碳炉与其它配套设备比例的问题,2-1-1是指两台渗碳炉共用一台回火炉和一个清洗机。因为渗碳的实际较长回火和清洗的时间较短,如果渗碳炉错开时间装料那么清洗和回火就会分时进行。如何配置主要看实际的生产情况。

重庆退火淬火自动线具有处理温度低,时间短,工件变形小的特点,性质:高疲劳极限和良好的耐磨性。1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。3.装入炉内后,对称拧紧炉盖压紧螺栓。4.将炉罐和炉盖进水口通入冷却水进行循环水冷。退火淬火自动线厂家炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压,排气口有较小气流向上的压力,当炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气,使炉内维持正压,待炉温降到150℃以下方可停止供氨出炉。

1.回火工件入炉前,先送配电箱,将小车翻出,检查仪器仪表是否正常(设定温度值),风机电机,加热器等是否完好。2.定制退火淬火自动线整齐地必需的,不歪斜,高度以免挂入炉炉功率后,留下百毫米间距时适当手段活着。3.回火结束后,先关闭加热开关,再关闭风机电机,再打开门,将小车开出。当线路故障或因故障引起火灾时,应关闭开关灭火。炉子发生火灾时,应立即打开炉门,将小车驶出,并关闭开关灭火。4. 重庆退火淬火自动线产品在装卸炉内完成后,检查热电偶是否插入回火炉(热电偶是测量温度的数据值) ,不要接触热电偶(工件不得接触热电偶)。5.回火炉运行过程中,值班人员应观察仪器温度是否正常..电气系统故障,一律由电工维修,非电气人员严禁私自维修。

重庆退火淬火自动线装炉要求:1、装炉前必须对炉内灰尘,杂质清理干净。2、工件必须从底层向上层的顺序装炉(以防工件掉落危险)。3、工件短头放在圆形垫块后再推进工作圆盘内,有小孔的面朝里。4、工件的位置以前一次装炉位置相同(大约200支/炉)。5、工件装炉完成后,必须用酒精对白色密封圈擦洗干净。6、用行车将炉罐小心吊起,到达安全高度后,移动至炉体正上方,待稳定后缓慢下降,装炉完成。二、定制退火淬火自动线开炉接通电源前必须检查事项:1、炉体冷却水循环必须开启(阀在水平状态为开,垂直状态为关)。2、真空泵蝶阀必须在关闭状态。3、氨气罐,二氧化碳罐要在关闭状态。4、阳极快速接头要连接在炉体上(和水冷却管在一起的绿线接头)。5、黑色脉冲控制盘上 “电压”旋钮,“占空比”旋钮要旋转到左边最小值。6、黄色氨气换向阀手柄在中间(向上)位置。

定制退火淬火自动线变形工件各部分冷却条件的差异是最终淬火变形的原因。 重庆退火淬火自动线实际工件是一个实体,上述参与变形的零件的不同冷却速率必须在硬度-冷却速率曲线上的一定范围内。 本文将这些不同冷却速率的范围称为淬火条件下工件变形部分的冷却速率带,以下简称冷却速率带。 变形部位之间的冷却速率差别较小,冷却速率带较窄,冷却速率带较宽。众所周知,淬火变形是钢部件淬火冷却过程中热应力和组织转变应力共同作用的结果..工件冷却速度带的大小就是反应的大小..合力大,其冷却速度带宽,合力大









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
