
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号

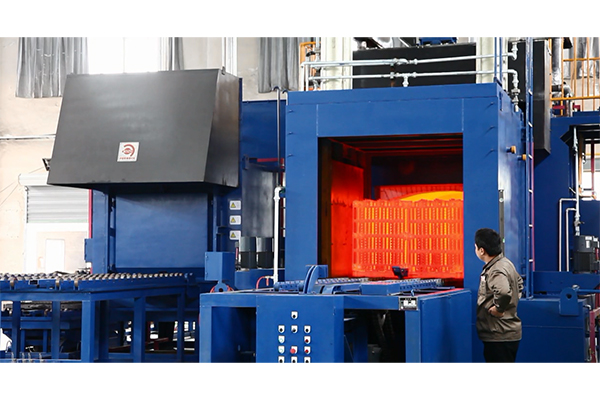
湖南欧式多用炉是一种能够在真空的状态下进行渗透处理的一种装置,在汽车的生产制作领域应用的比较广泛,因为有了真空渗碳炉之后就能够提高我们的工作效率,那么对于真空渗碳炉来说有什么样的优势呢?欧式多用炉生产厂家给大家介绍下井式渗碳炉的优势:1.克服传统气氛热渗碳无法解决的盲孔渗碳问题。2.避免内氧化问题 。3 真空渗碳的工艺温度达1700摄氏度。4 缩短工艺时间。5.真空渗碳技术与高压气冷淬火结合后减小畸变。6.提升微观结构性质、部件硬度等方面效果。 7. 解决渗碳过程中工件表面的晶间氧化、合金元素贫化等问题。8. 真空渗碳与气体淬火相结合,通过对淬火过程中冷却速度的控制,提升产品处理质量。9. 真空渗碳的废气排放量小,能耗低。

箱式气体渗碳氮化热处理自动生产线是成套机组。该生产线由加热炉、清洗机、回火炉、推拉车、备料台等组成,控制系统及主要执行元件采用国外先进国家进口原件,可实现全自动或手动操作,定制欧式多用炉既适用于单品种大批量生产,也适用于多品种小批量生产,操作简便,运转成本低,可实现产品的渗碳、碳氮共渗、光亮淬火、退火、正火等热处理工艺。湖南欧式多用炉的布置是指炉底和炉壁的布线情况,2-1-1是指炉底两组,两边各一组,去了这些可以根据炉子的情况及需要温度做出调整不是硬性规定,多一组两组也行,只要温控得当就行。那数字是指的生产线中渗碳炉与其它配套设备比例的问题,2-1-1是指两台渗碳炉共用一台回火炉和一个清洗机。因为渗碳的实际较长回火和清洗的时间较短,如果渗碳炉错开时间装料那么清洗和回火就会分时进行。如何配置主要看实际的生产情况。
湖南欧式多用炉产品分类:1.罩式炉:被加热物在罩内加热的一种周期性工作的热处理炉。2.辊底式炉:用炉内辊道运送热处理材,在辊子上面和下面的炉膛都可布置烧嘴供热的设备炉。3.链式炉:一种输送带式的热处理炉。4.牵引式热处理炉:牵引式炉大致分卧式和立式两种,广泛应用于冷轧带钢的镀锡、镀锌和硅钢、不锈钢的展开连续热处理的热处理炉。5.钢丝铅淬火炉:是牵引式热处理炉的一种,用于钢丝在铅槽中等温淬火前的加热的处理炉。欧式多用炉生产厂家温控系统和控制柜介绍:1.热处理炉适合进行淬火、回火、退火、正火等各种热处理工艺,控温精度高,工艺程序全自动化运行。2.执行元件为国内高端品牌双向可控硅,无触点链接汉口电炉系列微电脑控温仪,具有无机械触点、完全无噪音、使用寿命长等

湖南欧式多用炉试着解释如下:1、渗氮炉的基本炉气为氨气+氮气+氢气,其中氢气和氨气都是可燃气体,与空气混合至一定比例范围时,遇明火(含火星)或者达到着火温度(510℃以上)即可燃烧,在密封容器中表现为爆炸,敞口容器中表现为爆燃。2、定制欧式多用炉此时炉温已在200℃以下,打开炉盖,尽管有空气进入,在没有明火点燃的情况下,本应该不会发生气体燃烧(爆燃)现象。3、当然,这其中有一个问题,即氢气是强还原性气体,随炉冷却过程中它会将散落在炉罐内的呈微粒(灰尘)状态的铁氮化物还原成铁粉.我们知道微小的还原铁粉遇空气会强烈氧化而发热,温度急剧升高而成为火星,另外氮碳共渗过程中可能沉积的活性炭粉遇空气也会氧化成为火星.火星点燃“氢气(氨气)-空气”混合气,于是出现爆燃现。

湖南欧式多用炉渗碳温度 930℃、渗碳时间 80min,渗碳淬火结 束后,测试了不同部位渗碳层的碳含量和硬度,测试 结果如图 3 所示。 可以看出, 随着距表面距离的增 大,碳的质量分数不断降低,而硬度呈现出先上升后 下降的趋势。一般而言,定制欧式多用炉钢中碳含量是决定淬火后马 氏体硬度的最主要因素,马氏体中碳含量越高,其硬 度也越大,这是导致钢淬火后变硬的最主要的因素。 与此同时,由钢的马氏体转变的特点可知,钢淬火后 不会完全得到马氏体组织,会有残余奥氏体的存在。 随着钢中碳含量的增大,残余奥氏体含量增加,从而 降低渗碳层的硬度。两方面的作用叠加,导致随着碳 的质量分数的下降, 硬度呈现出先上升后下降的趋 势。从图 3 中可知,距表面距离 0.5mm 时,硬度值达 到最大 862HV,对应的碳含量为 0.78%。现在我们已经知道了我们使用低压真空渗碳炉的时候影响硬度的原因是什么,那么这样的话在我们进行使用的时候就会更加的方便和便捷了,所以说无论是低压真空渗碳炉还是其他的产品,我们最好都要了解他的他点和影响因素之后再去进行使用。

定制欧式多用炉脉冲电源是全逆变式,频率可以达到20KHz。频率高有以下好处:1. 温度均匀性好,表面电流密度分布的更均匀,有利于改善炉内产品温度均匀性,尤其是针对一些氮化面积较大的产品效果显著。2.湖南欧式多用炉渗氮速度快,浅渗层渗氮速度快,因为轰击频率高,金属表面活化铁离子密度高,与氮离子结合速度快,提高渗速。3. 弱化空心阴极效应,弱化空心阴极效应,尤其是针对一些尖角、孔洞比较多的产品,有明显的改善效果。4.降低产品灼伤风险,增强了打弧关断频率,减少因为工件表面打弧导致的产品灼伤风险。5.清理作用,对工件表面有较强的清理作用,氮化后产品外观好。6.对公共电网冲击少,因为开关速度快,对电源及电网的冲击少。









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
