
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号

专业气氛网带炉通电运行步骤:1、打开氮化炉总控电源。2、电柜控制面板上“手动/自动” 旋钮,打到自动。3、进入控制系统触摸屏,点击“(一)打弧参数设定”,选择开保温段数09,完毕退出。4、气氛网带炉价格点击“(二)升温保温参数设定”,查看参数是否正确,9保温时间300min,点击“升压保压参数设定”,5到达压力350Pa。5、进入系统运行,选择确认炉体, 1号炉(左),2号炉(右),若炉体不是要工作炉体,点击“炉体切换”,(炉体工作过程中一定不要按炉体切换按钮)。6、南京气氛网带炉抽真空:左上角系统开始按钮由红色变成绿色,真空泵1(3),2(4)按钮变绿,检查两个真空泵是否都启动运转,如有不运转,打开电控柜右下门,检查是否跳闸,确认两个真空泵都已启动工作后,打开真空泵蝶阀(之前一定要关闭否则真空泵中油会被气压压进炉体),开始抽真空,当压强达到100Pa左右时,关闭1(3)号真空泵蝶阀,当压强达到60Pa左右时,真空泵1(3)自动关闭(绿灯熄灭),高压按钮自动开启。7、黑色脉冲控制盘上,电压拨钮打到左边自动拨钮,占空比拨钮打到右边自动(自动时升温时间长,根据实际情况可调为手动控制),电压旋钮,占空比旋钮旋转到右边合适位置(峰值电流=100~200 ,电流A≤150),炉体开始安全工作,罐内工件开始打弧。8、灭弧送氨气炉内温度到90度,炉罐内辉光稳定之后(不闪弧),开氨气罐,黄色换向阀打到左边1号炉(右边为2号炉),氨气流量不用调,控制器会根据炉内压强自动调整。9、加送二氧化碳气体大约9-10小时后升温到500℃时占空比拨钮打至自动状态,然后继续升温至510℃到保温状态,打开二氧化碳气阀,设置屏幕上2种气体流量比例(比例约为7%)。

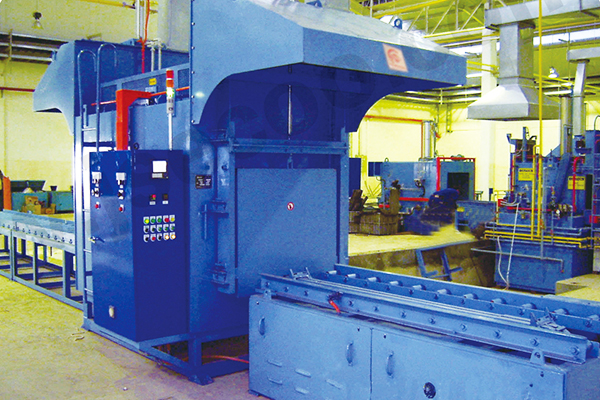
南京气氛网带炉这个设备了解多少呢? 专业气氛网带炉是一种能够在真空的状态下进行渗透处理的一种装置,它在汽车的生产制作领域应用的比较广泛,因为有了真空渗碳炉之后就能够提高我们的工作效率,那么对于真空渗碳炉来说,它有什么优点呢?我们现在就一起来了解一下吧。1.克服传统气氛热渗碳无法解决的盲孔渗碳问题。2.避免内氧化问题 。3 真空渗碳的工艺温度达1700摄氏度。4 缩短工艺时间。5.真空渗碳技术与高压气冷淬火结合后减小畸变。6.提升微观结构性质、部件硬度等方面效果。 7. 解决渗碳过程中工件表面的晶间氧化、合金元素贫化等问题。8. 真空渗碳与气体淬火相结合,通过对淬火过程中冷却速度的控制,提升产品处理质量。9. 真空渗碳的废气排放量小,能耗低。

箱式气体渗碳氮化热处理自动生产线是成套机组。该生产线由加热炉、清洗机、回火炉、推拉车、备料台等组成,控制系统及主要执行元件采用国外先进国家进口原件,可实现全自动或手动操作,专业气氛网带炉既适用于单品种大批量生产,也适用于多品种小批量生产,操作简便,运转成本低,可实现产品的渗碳、碳氮共渗、光亮淬火、退火、正火等热处理工艺。南京气氛网带炉的布置是指炉底和炉壁的布线情况,2-1-1是指炉底两组,两边各一组,去了这些可以根据炉子的情况及需要温度做出调整不是硬性规定,多一组两组也行,只要温控得当就行。那数字是指的生产线中渗碳炉与其它配套设备比例的问题,2-1-1是指两台渗碳炉共用一台回火炉和一个清洗机。因为渗碳的实际较长回火和清洗的时间较短,如果渗碳炉错开时间装料那么清洗和回火就会分时进行。如何配置主要看实际的生产情况。
南京气氛网带炉其设备的特点:(1)、气体氮化炉处理温度低,时间短,工件变形小。(2)、气体氮化炉不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。气体氮化炉工件经软氮化后的表面硬度与氮化工艺及材料有关。(3)、专业气氛网带炉能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。气体氮化炉在干摩擦条件下还具有抗擦伤和抗咬合等性能。(4)、气体氮化炉由于软氮化层不存在脆性相,故氮化层因而具有一定的韧性,不容易剥落。因此,目前气体氮化炉生产中软氮化已广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。

南京气氛网带炉的结构组成特点:井式加热炉炉壳由型钢及优质钢板组焊而成,井式加热炉可实现炉盖和炉体之间的密封,并在炉壳上部设置排烟装置。井式加热炉炉底衬由轻质粘土砖和重质抗渗碳砌筑而成,炉墙衬为复合炉衬结构,耐火层采用轻质粘土砖,保温层用陶瓷纤维棉或粘土砖,各层经过优化设计。气氛网带炉价格在耐火层内预制了不锈钢挂钩,用于电阻丝带的安装。井式加热炉加热装置均匀布置在炉衬墙体的周围,该井式加热炉由高温电热合金带绕制成波纹状,分布在各个加热区内,安装方式确保加热均匀性和使用寿命以及高的可靠性,安装、维修方便。井式加热炉每一个加热区都设有测温和超温报警热偶。每一区的每一组加热元件为同参数同结构。









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
