
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号

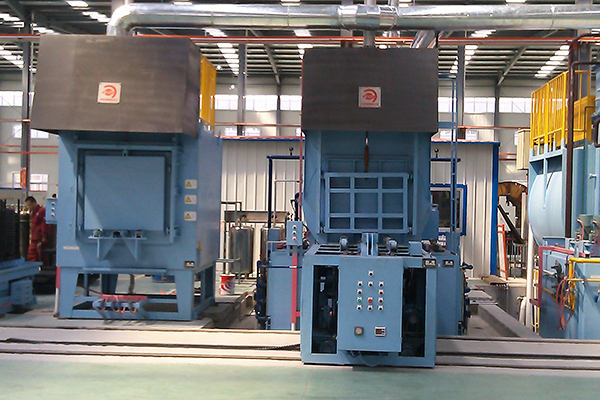
浙江退火淬火自动线产品分类:1.罩式炉:被加热物在罩内加热的一种周期性工作的热处理炉。2.辊底式炉:用炉内辊道运送热处理材,在辊子上面和下面的炉膛都可布置烧嘴供热的设备炉。3.链式炉:一种输送带式的热处理炉。4.牵引式热处理炉:牵引式炉大致分卧式和立式两种,广泛应用于冷轧带钢的镀锡、镀锌和硅钢、不锈钢的展开连续热处理的热处理炉。5.钢丝铅淬火炉:是牵引式热处理炉的一种,用于钢丝在铅槽中等温淬火前的加热的处理炉。退火淬火自动线厂家温控系统和控制柜介绍:1.热处理炉适合进行淬火、回火、退火、正火等各种热处理工艺,控温精度高,工艺程序全自动化运行。2.执行元件为国内高端品牌双向可控硅,无触点链接汉口电炉系列微电脑控温仪,具有无机械触点、完全无噪音、使用寿命长等
定制退火淬火自动线脉冲电源是全逆变式,频率可以达到20KHz。频率高有以下好处:1. 温度均匀性好,表面电流密度分布的更均匀,有利于改善炉内产品温度均匀性,尤其是针对一些氮化面积较大的产品效果显著。2.浙江退火淬火自动线渗氮速度快,浅渗层渗氮速度快,因为轰击频率高,金属表面活化铁离子密度高,与氮离子结合速度快,提高渗速。3. 弱化空心阴极效应,弱化空心阴极效应,尤其是针对一些尖角、孔洞比较多的产品,有明显的改善效果。4.降低产品灼伤风险,增强了打弧关断频率,减少因为工件表面打弧导致的产品灼伤风险。5.清理作用,对工件表面有较强的清理作用,氮化后产品外观好。6.对公共电网冲击少,因为开关速度快,对电源及电网的冲击少。

浙江退火淬火自动线主要用于碳钢、铸铁、粉未冶金等材料的软氮化处理。定制退火淬火自动线的结构简介: 氮化炉由炉体、气控柜和电控三部门组成。炉体部门主要由包括炉壳、炉衬采用节能型超轻质耐火砖、硅钢铝纤维与优质保温材料组成复合炉衬,炉罐用高强度耐热板焊接而成;炉盖上设有强力搅拌风机,各气管道接口均采用快速转换接头连接使用利便快捷。排气管上设有一燃烧废气装置和旁接u形压力计接口;炉盖上还设有一热电偶,用以检测罐内的温度。炉盖的超吊靠车间行车进行气控柜内设置有各种流量计、气控阀、干燥罐等元件。电控部门主要包括温控、操纵及气控三部门。

1、浙江退火淬火自动线接通电源。2、接通“控制电压开”,“变频器电源开”。3、等待系统启动完成后打开后室风扇,油搅拌器转到自动,前室风扇转到自动,启动油冷却泵。4、全面检查各机械动作(升降台、中门、推拉链的运转;循环风扇、油搅拌的运转平稳性以及噪音)是否正常,及时处理异常情况,保证设备动作正常。5、定制退火淬火自动线接通“加热控制开”,启动后室温控,按照多用炉升温曲线进行升温。6、启动油槽加热,等油温达到设定值后检查淬火油油位是否达到标准油位高度,如果油位过低应及时添加淬火油,使油位达到要求高度。注意:淬火油油位以油搅拌器慢速搅拌时为准。

浙江退火淬火自动线的结构组成特点:井式加热炉炉壳由型钢及优质钢板组焊而成,井式加热炉可实现炉盖和炉体之间的密封,并在炉壳上部设置排烟装置。井式加热炉炉底衬由轻质粘土砖和重质抗渗碳砌筑而成,炉墙衬为复合炉衬结构,耐火层采用轻质粘土砖,保温层用陶瓷纤维棉或粘土砖,各层经过优化设计。退火淬火自动线厂家在耐火层内预制了不锈钢挂钩,用于电阻丝带的安装。井式加热炉加热装置均匀布置在炉衬墙体的周围,该井式加热炉由高温电热合金带绕制成波纹状,分布在各个加热区内,安装方式确保加热均匀性和使用寿命以及高的可靠性,安装、维修方便。井式加热炉每一个加热区都设有测温和超温报警热偶。每一区的每一组加热元件为同参数同结构。
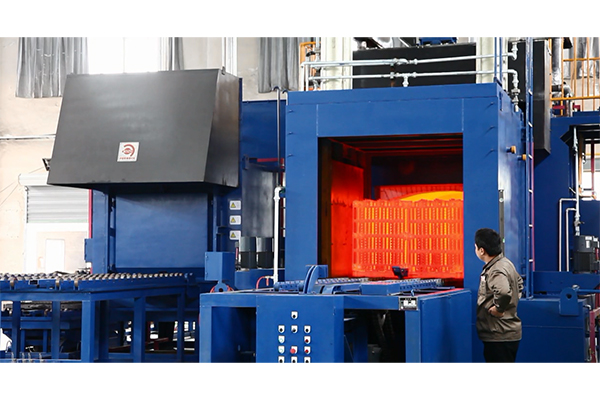
浙江退火淬火自动线渗碳温度 930℃、渗碳时间 80min,渗碳淬火结 束后,测试了不同部位渗碳层的碳含量和硬度,测试 结果如图 3 所示。 可以看出, 随着距表面距离的增 大,碳的质量分数不断降低,而硬度呈现出先上升后 下降的趋势。一般而言,定制退火淬火自动线钢中碳含量是决定淬火后马 氏体硬度的最主要因素,马氏体中碳含量越高,其硬 度也越大,这是导致钢淬火后变硬的最主要的因素。 与此同时,由钢的马氏体转变的特点可知,钢淬火后 不会完全得到马氏体组织,会有残余奥氏体的存在。 随着钢中碳含量的增大,残余奥氏体含量增加,从而 降低渗碳层的硬度。两方面的作用叠加,导致随着碳 的质量分数的下降, 硬度呈现出先上升后下降的趋 势。从图 3 中可知,距表面距离 0.5mm 时,硬度值达 到最大 862HV,对应的碳含量为 0.78%。现在我们已经知道了我们使用低压真空渗碳炉的时候影响硬度的原因是什么,那么这样的话在我们进行使用的时候就会更加的方便和便捷了,所以说无论是低压真空渗碳炉还是其他的产品,我们最好都要了解他的他点和影响因素之后再去进行使用。









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
