
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
山西铝合金固溶炉装炉要求:1、装炉前必须对炉内灰尘,杂质清理干净。2、工件必须从底层向上层的顺序装炉(以防工件掉落危险)。3、工件短头放在圆形垫块后再推进工作圆盘内,有小孔的面朝里。4、工件的位置以前一次装炉位置相同(大约200支/炉)。5、工件装炉完成后,必须用酒精对白色密封圈擦洗干净。6、用行车将炉罐小心吊起,到达安全高度后,移动至炉体正上方,待稳定后缓慢下降,装炉完成。二、专业铝合金固溶炉开炉接通电源前必须检查事项:1、炉体冷却水循环必须开启(阀在水平状态为开,垂直状态为关)。2、真空泵蝶阀必须在关闭状态。3、氨气罐,二氧化碳罐要在关闭状态。4、阳极快速接头要连接在炉体上(和水冷却管在一起的绿线接头)。5、黑色脉冲控制盘上 “电压”旋钮,“占空比”旋钮要旋转到左边最小值。6、黄色氨气换向阀手柄在中间(向上)位置。

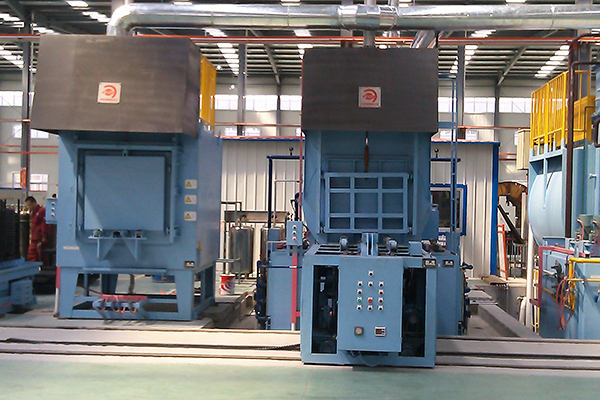
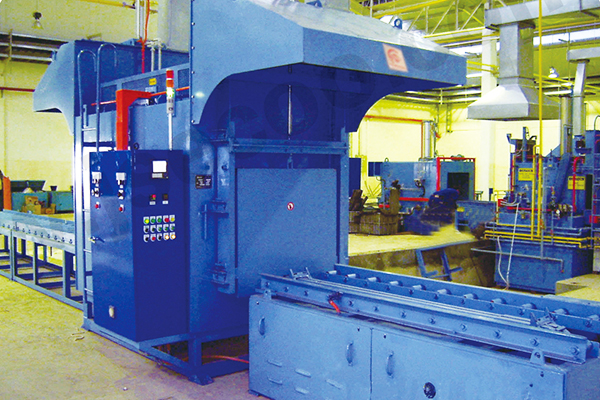
箱式气体渗碳氮化热处理自动生产线是成套机组。该生产线由加热炉、清洗机、回火炉、推拉车、备料台等组成,控制系统及主要执行元件采用国外先进国家进口原件,可实现全自动或手动操作,专业铝合金固溶炉既适用于单品种大批量生产,也适用于多品种小批量生产,操作简便,运转成本低,可实现产品的渗碳、碳氮共渗、光亮淬火、退火、正火等热处理工艺。山西铝合金固溶炉的布置是指炉底和炉壁的布线情况,2-1-1是指炉底两组,两边各一组,去了这些可以根据炉子的情况及需要温度做出调整不是硬性规定,多一组两组也行,只要温控得当就行。那数字是指的生产线中渗碳炉与其它配套设备比例的问题,2-1-1是指两台渗碳炉共用一台回火炉和一个清洗机。因为渗碳的实际较长回火和清洗的时间较短,如果渗碳炉错开时间装料那么清洗和回火就会分时进行。如何配置主要看实际的生产情况。

山西铝合金固溶炉其设备的特点:(1)、气体氮化炉处理温度低,时间短,工件变形小。(2)、气体氮化炉不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。气体氮化炉工件经软氮化后的表面硬度与氮化工艺及材料有关。(3)、专业铝合金固溶炉能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。气体氮化炉在干摩擦条件下还具有抗擦伤和抗咬合等性能。(4)、气体氮化炉由于软氮化层不存在脆性相,故氮化层因而具有一定的韧性,不容易剥落。因此,目前气体氮化炉生产中软氮化已广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。
山西铝合金固溶炉所加工的低碳合金钢18Cr2Ni4WA 含有较多的 Cr、Ni 等合 金元素,使用渗碳炉以后具有良好的力学和工艺性能,是生产高速重载 零部件的重要材料。高速重载零部件的工作环境往往 较为恶劣,受力状态复杂,专业铝合金固溶炉复杂的工况不仅要求工件表 面具有高的硬度和耐磨性,而且要求心部有足够的强 度和良好的韧性,那么渗碳炉处理的工艺是怎么样的呢?1) 18Cr2Ni4WA 钢渗碳后,经高温回火、淬火、深 冷和低温回火处理后,渗碳层深度几乎不受影响,表面 残留奥氏体含量显著降低,低于14. 62%。2) 对比两种 18Cr2Ni4WA 钢渗碳后的热处理工 艺,经 680 ℃ × 5 h 两次高温回火 + 860 ℃ 淬火 + -115. 3 ℃深冷 + 160 ℃低温回火工艺处理后,试 样表面硬度为64. 2 HRC,渗碳层深度为 0. 86 mm,符 合工艺目标。并得到由针状回火马氏体、少量残留奥 氏体和弥散分布的颗粒状碳化物组成的渗碳层组织和 由低碳板条状回火马氏体组成的心部组织,兼顾了渗 碳层表面的高硬度和心部的强韧性。









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
