
联 系 人:练先生
手 机:13951556832
手 机:18915499515
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:www.jsecoo.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
北京退火正火自动线网带热处理炉试着解释如下:1、渗氮炉的基本炉气为氨气+氮气+氢气,其中氢气和氨气都是可燃气体,与空气混合至一定比例范围时,遇明火(含火星)或者达到着火温度(510℃以上)即可燃烧,在密封容器中表现为爆炸,敞口容器中表现为爆燃。2、供应退火正火自动线网带热处理炉此时炉温已在200℃以下,打开炉盖,尽管有空气进入,在没有明火点燃的情况下,本应该不会发生气体燃烧(爆燃)现象。3、当然,这其中有一个问题,即氢气是强还原性气体,随炉冷却过程中它会将散落在炉罐内的呈微粒(灰尘)状态的铁氮化物还原成铁粉.我们知道微小的还原铁粉遇空气会强烈氧化而发热,温度急剧升高而成为火星,另外氮碳共渗过程中可能沉积的活性炭粉遇空气也会氧化成为火星.火星点燃“氢气(氨气)-空气”混合气,于是出现爆燃现。
供应退火正火自动线网带热处理炉变形工件各部分冷却条件的差异是最终淬火变形的原因。 北京退火正火自动线网带热处理炉实际工件是一个实体,上述参与变形的零件的不同冷却速率必须在硬度-冷却速率曲线上的一定范围内。 本文将这些不同冷却速率的范围称为淬火条件下工件变形部分的冷却速率带,以下简称冷却速率带。 变形部位之间的冷却速率差别较小,冷却速率带较窄,冷却速率带较宽。众所周知,淬火变形是钢部件淬火冷却过程中热应力和组织转变应力共同作用的结果..工件冷却速度带的大小就是反应的大小..合力大,其冷却速度带宽,合力大

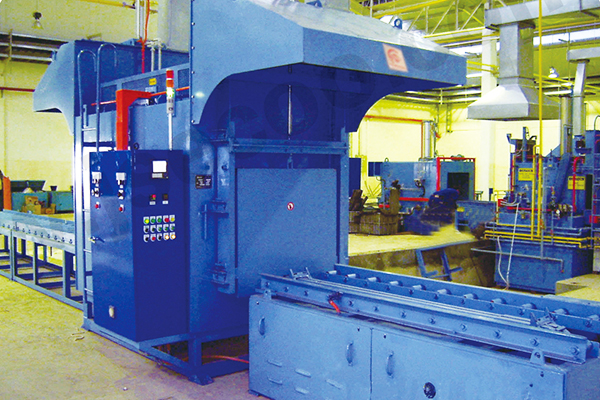
北京退火正火自动线网带热处理炉产品分类:1.罩式炉:被加热物在罩内加热的一种周期性工作的热处理炉。2.辊底式炉:用炉内辊道运送热处理材,在辊子上面和下面的炉膛都可布置烧嘴供热的设备炉。3.链式炉:一种输送带式的热处理炉。4.牵引式热处理炉:牵引式炉大致分卧式和立式两种,广泛应用于冷轧带钢的镀锡、镀锌和硅钢、不锈钢的展开连续热处理的热处理炉。5.钢丝铅淬火炉:是牵引式热处理炉的一种,用于钢丝在铅槽中等温淬火前的加热的处理炉。退火正火自动线网带热处理炉生产厂家温控系统和控制柜介绍:1.热处理炉适合进行淬火、回火、退火、正火等各种热处理工艺,控温精度高,工艺程序全自动化运行。2.执行元件为国内高端品牌双向可控硅,无触点链接汉口电炉系列微电脑控温仪,具有无机械触点、完全无噪音、使用寿命长等

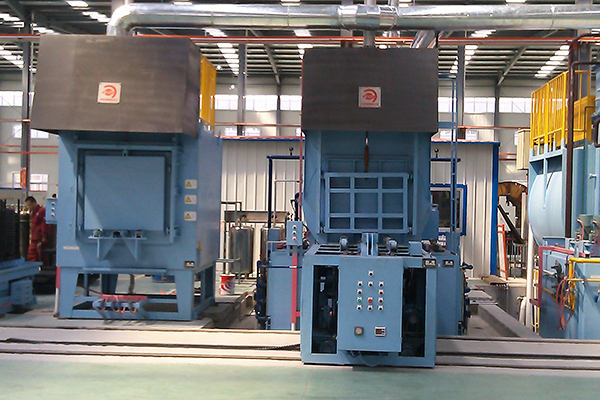
北京退火正火自动线网带热处理炉主要用于碳钢、铸铁、粉未冶金等材料的软氮化处理。供应退火正火自动线网带热处理炉的结构简介: 氮化炉由炉体、气控柜和电控三部门组成。炉体部门主要由包括炉壳、炉衬采用节能型超轻质耐火砖、硅钢铝纤维与优质保温材料组成复合炉衬,炉罐用高强度耐热板焊接而成;炉盖上设有强力搅拌风机,各气管道接口均采用快速转换接头连接使用利便快捷。排气管上设有一燃烧废气装置和旁接u形压力计接口;炉盖上还设有一热电偶,用以检测罐内的温度。炉盖的超吊靠车间行车进行气控柜内设置有各种流量计、气控阀、干燥罐等元件。电控部门主要包括温控、操纵及气控三部门。

北京退火正火自动线网带热处理炉渗碳温度 930℃、渗碳时间 80min,渗碳淬火结 束后,测试了不同部位渗碳层的碳含量和硬度,测试 结果如图 3 所示。 可以看出, 随着距表面距离的增 大,碳的质量分数不断降低,而硬度呈现出先上升后 下降的趋势。一般而言,供应退火正火自动线网带热处理炉钢中碳含量是决定淬火后马 氏体硬度的最主要因素,马氏体中碳含量越高,其硬 度也越大,这是导致钢淬火后变硬的最主要的因素。 与此同时,由钢的马氏体转变的特点可知,钢淬火后 不会完全得到马氏体组织,会有残余奥氏体的存在。 随着钢中碳含量的增大,残余奥氏体含量增加,从而 降低渗碳层的硬度。两方面的作用叠加,导致随着碳 的质量分数的下降, 硬度呈现出先上升后下降的趋 势。从图 3 中可知,距表面距离 0.5mm 时,硬度值达 到最大 862HV,对应的碳含量为 0.78%。现在我们已经知道了我们使用低压真空渗碳炉的时候影响硬度的原因是什么,那么这样的话在我们进行使用的时候就会更加的方便和便捷了,所以说无论是低压真空渗碳炉还是其他的产品,我们最好都要了解他的他点和影响因素之后再去进行使用。

北京退火正火自动线网带热处理炉生产线的上位机控制:1、F1界面:热处理程序,退火正火自动线网带热处理炉生产厂家可按TIME及CD%两种方式控制,可执行不带中冷的渗碳淬火、带中冷的渗碳淬火、渗碳后的气体淬火等工艺过程;2、F2界面:工件及装料数据表,记录以往的生产数据,存档保留,并可随时查阅;3、F3界面:数据记录,炉温、油温、碳势曲线记录,短周期,长周期两种;4、F4界面:工艺过程监控,若在FOCOS控制状态,可执行工艺的停止、运行、跳步、复位等操作;5、F5界面:故障,当前故障、历史故障、故障总揽;6、F6界面:渗碳曲线,即在线计算的数据;7、F7界面:实用程序,能通过温度、CO含量进行mv值、露点、CO2含量、碳势之间的转化算,能计算碳黑极限;并可计算每种材料的合金系数;8、F8界面:观察炉子的接口状态、程序状态、中英文切换;9、F9界面:口令管理;10、F10界面:系统总揽;11、F11界面:结束程序









 关于我们
关于我们 产品中心
产品中心 新闻资讯
新闻资讯 
